As questões tinham valores diferentes:
11 ANULADA
A figura
abaixo apresenta as quatro estruturas principais de fluxos de processos
produtivos. A opção por uma delas é feita com base na análise das
características do produto e da estratégia para atender o mercado.

Cada
processo é mais adequado dependendo das características indicadas pelas letras A
e B. A direção da seta significa um aumento nas características A
ou B do processo de produção. Na figura, a reta indicada pela letra
(A) A
representa o custo unitário por unidade produzida.
(B) A
está associada ao volume de produção de unidades padronizadas.
(C) B
está relacionada a produtos com ciclo de vida maior.
(D) B
significa a variedade nos produtos fabricados pelo processo.
(E) B
demonstra o grau de customização dos produtos fabricados pelo processo.
Resolução
“A” pode ser o custo unitário ou variedade/customização.
“B” pode ser o volume de produção.
Não me lembro de ter visto antes a relação entre ciclo de vida
do produto e o fluxo do processo como na letra C. Esta foi considerada correta
pela banca e faz sentido, vai produzir mais aquele produto que dure mais no
mercado.
Com a alternativa A também está correta, a questão foi
ANULADA.
12
Dentre
os objetivos da função operação, o objetivo flexibilidade significa a
capacidade que uma empresa tem em alterar sua forma de operar ou produzir. A
tabela apresenta, na coluna à esquerda, os tipos de capacidade de flexibilidade
operacional e, na coluna à direita, algumas mudanças operacionais nos produtos
ou nos serviços da empresa.
P - de produto
S - no serviço prestado
V - no volume
E - de entrega
1 - variar a programação de distribuição
2 - prestar serviços distintos
3 - alterar a capacidade de produção
4 - produzir produtos diferentes
5 - introduzir novos serviços/produtos
Estão
corretas as associações
(A) P -
1, S - 2, V - 5.
(B) P -
3, S - 5, E - 2.
(C) P -
5, V - 1, E - 4.
(D) S -
2, V - 4, E - 3.
(E) S -
5, V - 3, E - 1.
Resolução
P4, S2 ou 5, V3, E1. Alt E.
13
O
processo genérico de desenvolvimento de produtos contém a etapa de
desenvolvimento do conceito. Nesta etapa, a área de marketing tem a
responsabilidade de
(A)
avaliar a viabilidade da produção.
(B)
coletar as necessidades dos clientes.
(C)
definir os processos de produção.
(D)
desenvolver e testar os protótipos.
(E)
determinar o esquema de montagem.
Resolução
Segundo Kotler (pág. 643), as etapas são:
1. Geração
de ideias
2. Seleção
de ideias
3. Desenvolvimento
e teste do conceito
4. Desenvolvimento
da estratégia de marketing
5. Análise
do Negócio
6. Desenvolvimento
do produto
7. Teste
de mercado
8. Comercialização
Estamos falando de “marketing”,
então ele não se preocupa com aspectos da produção como viabilidade, processo,
montagem (descartadas letras A, C e E).
A principal pergunta a ser
respondida no desenvolvimento do conceito é “pra que serve?”, para isso precisa
saber as necessidades dos clientes.
Alt B.
14
Dentro
das organizações, podem-se distinguir diferentes tipos de equipes:
I -
funcionais cruzadas - constituídas por indivíduos de vários departamentos ou
com especializações diferentes;
II -
virtuais - localizadas remotamente e utilizam meios síncronos e assíncronos de
comunicação a distância;
III -
autogerenciadas - recebem uma tarefa com procedimentos detalhados que devem ser
entregues num prazo predeterminado;
IV -
permanentes - forças-tarefa montadas para resolver problemas críticos da
corporação.
São
corretas APENAS as afirmativas
(A) I e
II. (B) III e IV. (C) I, II e III. (D) I, III e IV. (E) II, III e IV.
Resolução
I Certo. “Funcional” está ligado a “especialização”, se falou
“cruzada” quer dizer que esses profissionais se relacionam.
II) Certo. “Equipes virtuais” aparece bastante em provas (nem
tanto para engenharia), é o trabalho remoto.
III) Errado. Se são autogerenciadas, o procedimento não é tão
detalhado, eles que vão definir.
IV) Errado. Qualquer “força-tarefa” é temporária, várias
forças se juntam para resolver um problema específico, por isso não combina com
“permanente”.
I e II certas. Alt A.
15
Uma
gráfica tem duas impressoras, uma para cor preta e branca e outra colorida, que
devem ser usadas em cada lote a ser impresso. Ela recebeu 5 trabalhos para
imprimir, conforme tabela a seguir.
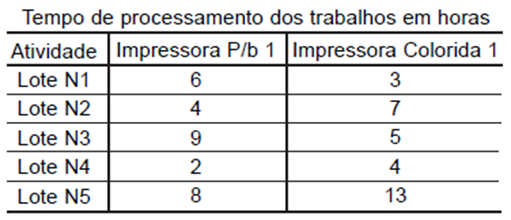
Considerando
os tempos de processamento da tabela, qual é a sequência de programação dos
trabalhos para minimizar o tempo de processamento, segundo a Regra de Johnson?
(A) N1 -
N2 - N3 - N4 - N5
(B) N2 -
N5 - N4 - N1 - N3
(C) N3 -
N1 - N4 - N2 - N5
(D) N4 -
N2 - N5 - N3 - N1
(E) N5 -
N4 - N3 - N2 - N1
Resolução
As condições para regra de Johnson:
• Os tempos de processamento das ordens (incluindo os setups)
devem ser conhecidos e constantes, bem como independentes da seqüência de
processamento escolhida;
• Todas as ordens são processadas na mesma direção, da máquina
A para a B;
• Não existem prioridades;
• As ordens são transferidas de uma máquina para outra apenas
quando completadas.
A regra de Johnson para duas máquinas em sequência é:
1. Ache
o menor tempo de processamento na tabela toda (ou seja, incluindo as duas
máquinas).
2. Se
for na 1ª máquina, coloque o lote no começo da sequência. Se for na 2ª máquina,
coloque o lote em último.
3. Risque
o lote já sequenciado e repita o passo 1.
Na questão, o menor é o 2 do lote N4 na Impressora P/b, então
será o primeiro. Depois, o menor é o 3 do lote N1, mas na Impressora Colorida,
então ele vai para o final. Assim por diante (o número depois do hífen é para
mostrar o menor tempo entre as opções):

16
A
produção enxuta é um conjunto integrado de técnicas e procedimentos para
possibilitar operações de produção em larga escala, utilizando estoques
(A)
mínimos e um sistema de controle empurrado.
(B)
mínimos e um sistema de controle puxado.
(C)
iguais ao lote econômico e um sistema de controle empurrado.
(D)
iguais ao lote econômico e um sistema de controle puxado.
(E) de
longo prazo e um sistema de controle puxado.
Resolução
“Produção enxuta” é o Just in Time (JIT): sistema puxado,
minimizar estoques, sincronia de fluxo, envolvimento de todos, melhoria
contínua. Alt B.
17

A figura
acima mostra o layout dos postos de trabalho PT-A, PT-B e PT-C que foram
instalados em uma fábrica para atender às necessidades de produção. Com relação
aos arranjos físicos 1 e 2, o tipo do arranjo físico
(A) 1 é
posicional e adequado aos processos por projeto.
(B) 1 é
por processo e adequado aos processos de produção em massa.
(C) 2 é
por produto e adequado aos processos de produção contínuos.
(D) 2 é
por processo e adequado aos processos por tarefas e lotes.
(E) 2 é
por processo e adequado aos processos de produção contínuos.
Resolução
Os tipos são: posicional, processo, celular, produto.
Na questão, 1 é por produto (está em linha) e 2 é por processo
(saem vários produtos do mesmo posto de trabalho).
Alt D.
18

A figura
acima apresenta uma curva de aprendizagem para execução de uma atividade em um
processo produtivo. Considerando os dados apresentados, o coeficiente da curva
de aprendizagem para a atividade é
(A) 10% (B) 20% (C) 50% (D) 80% (E) 90%
Resolução
TN = T1*Ln
onde,
TN = tempo da enésima peça
T1 = tempo da primeira peça a ser analisada
L = curva de aprendizagem
n = quantas vezes a repetição dobrou (ex: se passou de 4 para
8, dobrou 1 vez; se passar de 2 para 8, dobrou 2 vezes)
Sempre pegue números dobrados para facilitar. No caso, as
repetições 2 e 4. Como passa de 2 para 4, dobra apenas uma vez, portanto n=1.
T4 = T2*Ln
8=10*L¹
L=0,8 –> 80% Alt D.
19

A tabela
acima apresenta uma coleta de cronoanálise, realizada num posto de trabalho,
para medir o tempo que um trabalhador leva para executar a Tarefa A. Com base
na coleta de tempos, o tempo
(A)
normal é 3,6 minutos.
(B)
normal é 4,0 minutos.
(C)
normal é 4,4 minutos.
(D)
padrão é 3,6 minutos.
(E)
padrão é 4,4 minutos.
Resolução
Tudo começa com o tempo médio. Aplica o ritmo (ou velocidade)
e se tem o tempo normal (ou básico). Colocando as tolerâncias no tempo normal,
temos o tempo padrão.
Tn = Tm*ritmo = 4*0,9 = 3,6
Alt A.
20
Como
custos importantes para a determinação da política de estoque e do estoque de
segurança têm-se os custos da falta de estoque. Os elementos que compõem estes
custos são aqueles relacionados
(A) à
depreciação do maquinário para movimentação de mercadorias.
(B) a
vendas perdidas e multas por pedidos atrasados.
(C) ao
custo operacional do armazém de distribuição.
(D) ao
aluguel de áreas de estocagem externas à empresa.
(E) às
despesas de mão de obra de processamento de pedidos de compras.
Resolução
Quer saber o custo da falta de estoque, ou seja, não tem
estoque. Se não tem estoque, não se usa máquinas pra movimentar, não tem
operação no armazém (só permanece o custo fixo do armazém), não tem aluguel de
área extra pra estocar, não tem processamento de pedido. Só resta “vendas
perdidas e multas”.
Alt B.
21

A figura
acima apresenta duas curvas de custos para determinação do Lote Econômico de
Compra. As letras X, Y, Z e W representam áreas do gráfico delimitadas pelas
curvas 1, 2 e pela quantidade Q. Pode-se afirmar que, nas áreas
(A) X e
Y, os custos de armazenagem são maiores que os custos de colocação de pedidos
de reposição.
(B) Y e
X, os custos de colocação dos pedidos são menores que os custos de armazenagem.
(C) Y e
Z, os custos de armazenagem são maiores que os custos de colocação de pedidos
de reposição.
(D) Z e
W, os custos de armazenagem são menores que os custos de colocação de pedidos
de reposição.
(E) W e
Z, os custos de colocação dos pedidos são menores que os custos de armazenagem.
X
Resolução
A linha 1 é o custo de armazenagem. A 2 é o custo de pedido. O
LEC é no cruzamento entre as duas linhas, ou seja, quando os custos de igualam.
Sabendo disso, basta interpretar o gráfico.
Em W e Z, o custo de pedido já está abaixo do de armazenagem.
Alt E.
22
O
estoque é definido como a acumulação armazenada de recursos materiais em um
sistema de transformação. Um dos tipos mais comuns de estoque é o denominado
Estoque de Proteção ou Isolador cuja função é
(A)
compensar as incertezas no fornecimento e na demanda.
(B)
possibilitar o uso da intermodalidade nos meios de transportes.
(C)
diminuir a quantidade de itens Work-In-Process (WIP).
(D)
diminuir os custos do estoque de segurança.
(E)
reduzir o custo do lote de compra.
Resolução
Nomenclatura tirada do Slack: “lidar com interrupções
ocasionais e não esperadas no fornecimento ou demanda”. Alt A.
23
A Casa
da Moeda do Brasil tem uma impressora de alta definição que atualmente
apresenta um Tempo Médio entre Falhas (TMEF) de 240 horas. A equipe de
manutenção responsável pelo equipamento trabalha 8 horas por dia e mantém dois
técnicos de sobreaviso fora do horário regular. Neste regime, eles conseguem um
Tempo Médio de Reparo (TMDR) de 24 horas. A empresa opera apenas 24 x 7 e está
avaliando duas alternativas para aumentar a disponibilidade do equipamento:
•
cenário 1: contratar uma empresa de manutenção preditiva que aumentará o TMEF
para 360 horas.
•
cenário 2: colocar uma equipe de manutenção plantão 24 x 7 que reduzirá o TMDR
para 12 horas.
Avaliando
a disponibilidade do equipamento nos três cenários (atual, cenários 1 e 2 ),
conclui-se que
(A) a
situação atual tem a maior disponibilidade.
(B) o
cenário 1 tem a maior disponibilidade.
(C) o
cenário 2 tem a maior disponibilidade.
(D) os
cenários atual e 2 têm maior disponibilidade que o cenário 1.
(E) os
cenários 1 e 2 têm menor disponibilidade que o cenário atual.
Resolução
O tempo de operação, 24x7, não tem nada a ver, o que importa é
o tempo da máquina (quanto funciona sobre o total).
Disponibilidade = TMEF/(TMEF+TMDR)
Atualmente: 240/(240+24) = 0,9
Cenário 1: 360/(360+24) = 0,93
Cenário 2: 240/(240+12) = 0,95
A maior disponibilidade é no cenário 2. Alt C.
24

Um
sistema tem três componentes com as confiabilidades apresentadas na figura
acima. A confiabilidade total do sistema é calculada por
(A) 1 -
(1-0,9) x (1-0,8) x (1-0,9)
(B) 1 -
(1-0,9) x (1-0,8) / (1-0,9)
(C) 1 -
(1-0,9 x 0,8) x (1-0,9)
(D) 1 -
(0,9 x 0,8) x (1-0,9)
(E) 1 -
(1-0,9 x 0,8) x (0,9)
Resolução
Vamos chamar de R1, R2 e R3.
A confiabilidade é R1 e R2 funcionando mais R1 e R2 falhando e
R3 funcionando.
As alternativas quiseram dificultar e colocar 1-(possibilidade
do sistema todo falhar), então:
(1-0,9 x 0,8) é a possibilidade da linha de cima, R1 e R2,
falharem;
(1-0,9) é a possibilidade de R3 falhar,
multiplicando esses dois temos a possibilidade do sistema todo
falhar.
Então a confiabilidade é o total menos a possibilidade de
falhar.
Alt C.
25
Em
alguns processos produtivos, a inspeção de qualidade para aferir a conformidade
em 100% das unidades produzidas é inviável, EXCETO se
(A) a
inspeção de conformidade requerer ensaios destrutivos.
(B) a
empresa desejar se certificar em normas como a ISO 9000.
(C) os
testes tiverem um tempo demorado para prover resultados.
(D) os
custos dos testes forem altos em relação à unidade produzida.
(E) os
custos de testes não destrutivos da peça forem pequenos e as falhas afetarem a
segurança.
Resolução
A questão pede a exceção do inviável, ou seja, casos em que a
inspeção 100% seja viável. Alt E.
26

Uma
empresa utiliza a técnica de Gráfico de Controle para garantir a qualidade de
seus produtos. Ela utiliza os gráficos das médias e amplitudes de variáveis mensuráveis
no processo produtivo. Analisando a figura acima, conclui-se que o desvio
apresentado na situação
(A) X
pode ser identificado pelo gráfico de controle da média (Xm).
(B) X
pode ser identificado pelo gráfico de peças defeituosas (R).
(C) X
pode ser identificado pelo gráfico de quantidade de defeitos (C).
(D) Y
pode ser identificado pelo gráfico de controle da média (Xm).
(E) Y
pode ser identificado pelo gráfico de amplitudes (R)
Resolução
A figura original do livro é assim:

É um gráfico Xbarra-R utilizado para variáveis. O Xbarra é a
média no subgrupo e R é a amplitude no subgrupo. O Xbarra é a relação da curva
sobre a parte cinza “deitada” na figura. E as linhas tracejadas nas
extremidades são a amplitude (o autor chama de “faixa”), ela que determina se a
curva estará mais pontuda ou achatada.
No gráfico X, a média permanece e a amplitude varia. O desvio
é identificado pela amplitude.
No gráfico Y, a amplitude fica constante (a largura da faixa
se mantém), enquanto que a média varia. Por isso o desvio pode ser identificado
pela média.
Alt D.
27
A figura
abaixo representa a rede de um projeto no qual a duração das atividades está em
dias úteis. O projeto deve ser executado no prazo do caminho crítico.

Com base
no algoritmo do Método do Caminho Crítico (CPM), após o início do projeto, no
dia 0 (zero), o número de dias úteis para o início mais
(A) cedo
da atividade “D” é 5.
(B) cedo
da atividade “E” é 6.
(C)
tarde da atividade “C”é 5.
(D)
tarde da atividade “E” é 7.
(E)
tarde da atividade “F” é 7.
Resolução

O caminho crítico não tem folgas (sempre, a não ser que o
prazo total do projeto seja maior) e é o maior, sempre. Então nele PDI=UDI.
A atividade 4 tem folga de 1 dia, se começar no dia 7, ainda
terminará no prazo 7+2=9.
Alt E.
28
Os
equipamentos EPC e EPI servem para reduzir os riscos ou as consequências dos acidentes
de trabalho. Coloque a letra C para indicar EPC e a letra I para indicar EPI na
relação abaixo.
( )
Corrimão, rodapé e pastilha antiderrapante
( )
Perneiras, botas ou sapatos de segurança
( )
Protetores auditivos tipo concha ou plugs de inserção
( )
Sinalização vertical e horizontal, rodapé e pastilha antiderrapante
A
sequência correta é
(A) I,
C, I, C (B) I, I, C, C (C) C, C, I, C (D) C, C, I, I (E) C, I, I, C
Resolução
EPI é Equipamento de Proteção Individual.
EPC é Equipamento de Proteção Coletivo.
Alt E.
29
Uma
empresa comprou uma embaladora por R$ 100.000,00. O equipamento deveria ter uma
vida útil de 10 anos, entretanto, após 6 anos, a empresa decidiu comprar um
novo equipamento com maior capacidade. Considerando que a empresa esperava um
valor residual de R$ 20.000,00 após o fim da vida útil, qual é a depreciação
acumulada, em reais, após estes 6 anos?
(A)
10.000,00 (B) 32.000,00 (C) 48.000,00 (D) 64.000,00 (E) 80.000,00
Resolução
Se contavam com 20mil de residual, então deprecia 80mil
durante 10 anos, ou seja, 8mil por ano. Durante os 6 anos, depreciou
6*8mil=48mil Alt C.
30

Resolução
CAD é para o projeto, CAM é na manufatura. A manufatura com
robôs é o FMS (máquinas CNC por exemplo). E todos são integrados pelo CIM
(controlados por um computador central). Alt E.